


Learn the differences between ESD solid vinyl tile and interlocking ESD tile. The post compares specs, installation, maintenance and intangibles.

 Realizing the need for static protection, electronics companies have, for years, invested in wrist straps, bins, bags, table mats, and ionizers.
Realizing the need for static protection, electronics companies have, for years, invested in wrist straps, bins, bags, table mats, and ionizers.
What do these firms get for their money?
Some organizations realize immediate improvements—both in yield and reduction of field returns. Others implement an ESD program only to solicit and retain contracts. Others know they need static protection but are not sure what they’ve gotten or why they’ve gotten it.
Realizing the need for static protection, electronics companies have, for years, invested in wrist straps, bins, bags, table mats, and ionizers.
What do these firms get for their money?
Some organizations realize immediate improvements—both in yield and reduction of field returns. Others implement an ESD program only to solicit and retain contracts. Others know they need static protection but are not sure what they’ve gotten or why they’ve gotten it.
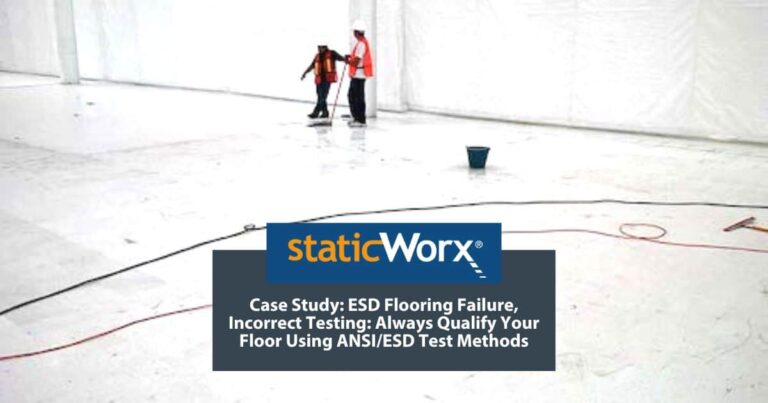
The audit confirmed that the wrist straps, conductive containers, dissipative table mats, and ionizers the company used complied with guidelines set by their prospective customers. However, half the wrist straps failed a simple continuity test, and many that did pass were either connected improperly or worn too loosely to ground the wearer reliably. The ESD floor finish on their VCT floors was several months old and no longer complied with ANSI/ESD requirements. The ionizer blowers contained enough dust and dirt to allow only a whisper of the original air flow to pass through them. The tote boxes, originally supplied with lids, were left uncovered because the lids were cumbersome and did not appear to serve any purpose beyond that of dust collector.

When questioned about ESD training, most assembly people said they recalled viewing “some film about zaps and zings.”
This example is not an isolated circumstance. It is not uncommon for manufacturers to feel that the success or failure of an ESD program is based solely on the amount of money they’ve invested. What they often do not realize is that for any ESD program to be successful, there are a number of factors that need to be addressed before implementation. If obstacles recognized in advance cannot be resolved the project should not be undertaken. In most cases, though, the obstacles that lead to failure can be avoided, sometimes before a single nickel is wasted.
The audit confirmed that the wrist straps, conductive containers, dissipative table mats, and ionizers the company used complied with guidelines set by their prospective customers. However, half the wrist straps failed a simple continuity test, and many that did pass were either connected improperly or worn too loosely to ground the wearer reliably. The ESD floor finish on their VCT floors was several months old and no longer complied with ANSI/ESD requirements. The ionizer blowers contained enough dust and dirt to allow only a whisper of the original air flow to pass through them. The tote boxes, originally supplied with lids, were left uncovered because the lids were cumbersome and did not appear to serve any purpose beyond that of dust collector.
When questioned about ESD training, most assembly people said they recalled viewing “some film about zaps and zings.”
This example is not an isolated circumstance. It is not uncommon for manufacturers to feel that the success or failure of an ESD program is based solely on the amount of money they’ve invested. What they often do not realize is that for any ESD program to be successful, there are a number of factors that need to be addressed before implementation. If obstacles recognized in advance cannot be resolved the project should not be undertaken. In most cases, though, the obstacles that lead to failure can be avoided, sometimes before a single nickel is wasted.

The most common reason ESD programs fail is the lack of visible support by top management.
Most engineers seek management’s support before soliciting capital funding for a project. But the appropriation of funding should be the tip of the iceberg when it comes to management’s role in developing a successful ESD program.
Management needs to show, by example, that everyone— CEO and customers included—must exercise the precautions specified by the resident ESD program manager.
 Management shows support by appearing at training seminars and by giving a brief preliminary pep-talk relating the features and benefits of the ESD program and the impact each individual will have upon it. Management should also recognize departments with satisfactory records of ESD prevention and should provide assistance for those departments that fall short of the mark.
Management shows support by appearing at training seminars and by giving a brief preliminary pep-talk relating the features and benefits of the ESD program and the impact each individual will have upon it. Management should also recognize departments with satisfactory records of ESD prevention and should provide assistance for those departments that fall short of the mark.
To be successful, ESD prevention requires teamwork— achieved through consistency, dedication and measurable objectives—between all levels of the organization.
The most common reason ESD programs fail is the lack of visible support by top management.
Most engineers seek management’s support before soliciting capital funding for a project. But the appropriation of funding should be the tip of the iceberg when it comes to management’s role in developing a successful ESD program.
Management needs to show, by example, that everyone— CEO and customers included—must exercise the precautions specified by the resident ESD program manager.
Management shows support by appearing at training seminars and by giving a brief preliminary pep-talk relating the features and benefits of the ESD program and the impact each individual will have upon it. Management should also recognize departments with satisfactory records of ESD prevention and should provide assistance for those departments that fall short of the mark.
To be successful, ESD prevention requires teamwork— achieved through consistency, dedication and measurable objectives—between all levels of the organization.

Many ESD-prevention items require periodic functional testing, occasional maintenance and, in some cases, replacement. Wrist straps become ineffective when insulative skin oils build up between the wearer’s wrist and the conductive fabric. Unless a continuous daily testing program is in place, bad wrist straps could be in use for weeks or even months. Static bags wear out and should be replaced. Dirty conductive casters on mobile carts become insulative and prevent static charges from dissipating to the grounded ESD floor.
 Companies that take ESD seriously always invest in test equipment to calibrate and monitor the performance of their ESD-preventive equipment. At bare minimum, every company should own resistance and static field measuring equipment that enables testing of equipment and materials per ANSI/ESD S20.20.
Companies that take ESD seriously always invest in test equipment to calibrate and monitor the performance of their ESD-preventive equipment. At bare minimum, every company should own resistance and static field measuring equipment that enables testing of equipment and materials per ANSI/ESD S20.20.
The importance of proper maintenance and training reinforcement cannot be overemphasized. The reliability of any ESD program depends upon constant monitoring and fine-tuning where necessary. ESD programs are most successful when one individual is delegated management responsibility. His or her authority must be supported by supervisors and recognized by fellow employees. In regards to training, employees frequently require further education and positive reinforcement regarding their role in the ESD program.
Many ESD-prevention items require periodic functional testing, occasional maintenance and, in some cases, replacement. Wrist straps become ineffective when insulative skin oils build up between the wearer’s wrist and the conductive fabric. Unless a continuous daily testing program is in place, bad wrist straps could be in use for weeks or even months. Static bags wear out and should be replaced. Dirty conductive casters on mobile carts become insulative and prevent static charges from dissipating to the grounded ESD floor.
Companies that take ESD seriously always invest in test equipment to calibrate and monitor the performance of their ESD-preventive equipment. At bare minimum, every company should own resistance and static field measuring equipment that enables testing of equipment and materials per ANSI/ESD S20.20.
The importance of proper maintenance and training reinforcement cannot be overemphasized. The reliability of any ESD program depends upon constant monitoring and fine-tuning where necessary. ESD programs are most successful when one individual is delegated management responsibility. His or her authority must be supported by supervisors and recognized by fellow employees. In regards to training, employees frequently require further education and positive reinforcement regarding their role in the ESD program.
ESD product manufacturers almost always state compliance with industry standards. However, the tests they reference on their spec sheets are performed in controlled environments that can differ significantly from the factory where the product/s will be used. That’s why it’s wise to test any proposed ESD product or equipment in the lab and under in-house factory conditions.

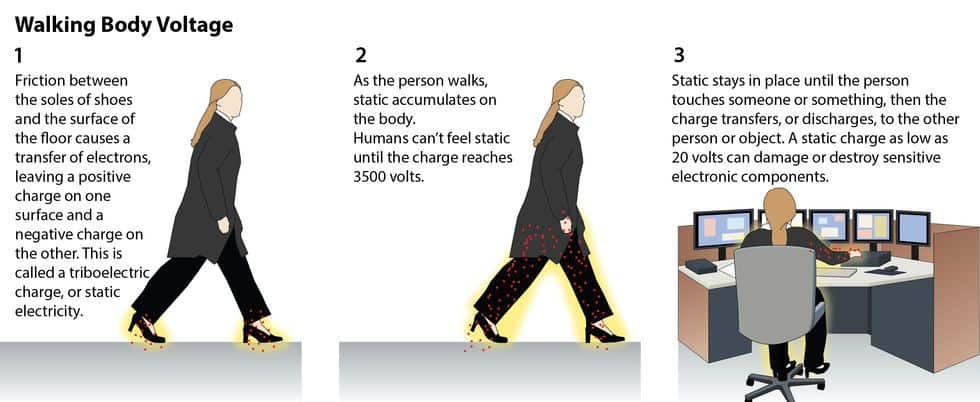
When comparing products, rather than simply using the manufacturers’ specifications, it is imperative to obtain a copy of the industry standard and determine the parameters of the test. For example, when testing an ESD floor most prospective buyers only measure the resistance of the floor. To prove compliance with ANSI/ESD S20.20, a floor must also be tested for walking body voltage generation. Because footwear influences performance, ESD floors must be tested in conjunction with a person wearing whatever footwear will be allowed for use in the space.
ESD product manufacturers almost always state compliance with industry standards. However, the tests they reference on their spec sheets are performed in controlled environments that can differ significantly from the factory where the product/s will be used. That’s why it’s wise to test any proposed ESD product or equipment in the lab and under in-house factory conditions.
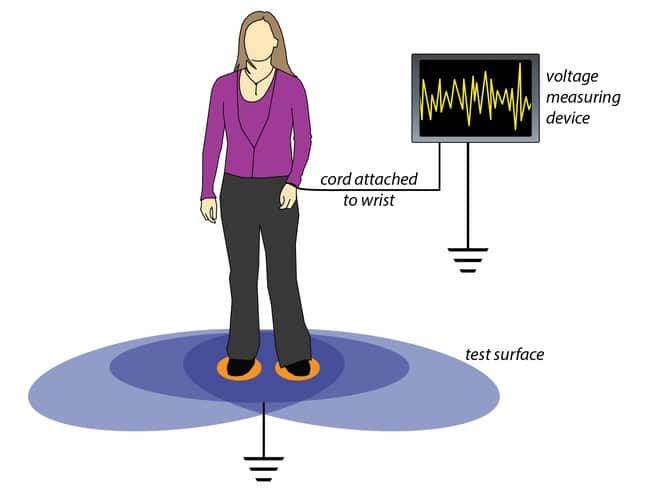
When comparing products, rather than simply using the manufacturers’ specifications, it is imperative to obtain a copy of the industry standard and determine the parameters of the test. For example, when testing an ESD floor most prospective buyers only measure the resistance of the floor. To prove compliance with ANSI/ESD S20.20, a floor must also be tested for walking body voltage generation. Because footwear influences performance, ESD floors must be tested in conjunction with a person wearing whatever footwear will be allowed for use in the space.

To maintain performance, ESD floors require specially formulated products. We offer tips on what to consider when choosing cleaning supplies.

Static-dissipative floors transport harmful static charges to ground. Dissipative is also a term for flooring with a specific, measurable electrical resistance.

StaticWorx recognized as one of the fastest growing private companies in the U.S. 2023 marks StaticWorx fourth appearance on Inc. 5000 list.

Conductive and dissipative flooring protect electronics by transporting charges to ground, conductive at a quicker rate, dissipative slower & more controlled.
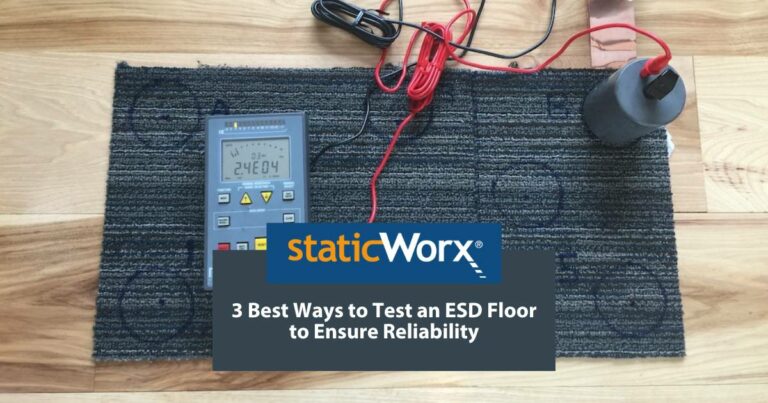
We explain the 3 main ways to test an ESD floor: Electrical resistance; body voltage & ESD audits, with advantages and reasons for each.
Three critical factors—application, industry standards & footwear—help you choose the best ESD floor, while ensuring the safety & efficiency of your operations.

StaticWorx Founder and President Dave Long shares three of his recommended reads: Quit, How to Change, and The Goal.
There are leadership qualities StaticWorx strives to embody every day, with every product, throughout each project.
No matter how you slice and dice a project, an ESD floor is a major investment. This blog post examines five ways to keep undue costs down.
What’s the difference between static control and static resistant? Or anti-static flooring? Find out more in our blog post.
A major part of any ESD control program is getting proper flooring in place. How can one replace a floor without generating any debris? Learn more.
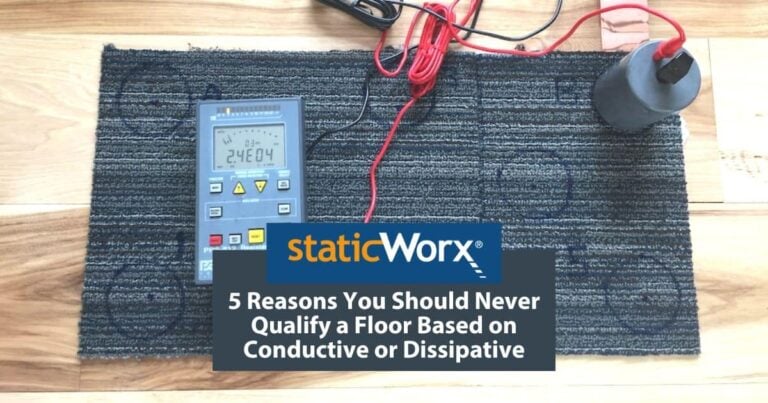
ESD Floors should never be specified based on the descriptive terms conductive or static dissipative. Always base ESD specs on verifiable metrics. Find out why.
To comply with relevant ESD standards, test electrical properties using methods outlined in ESD S20.20. For best results require testing by an independent lab.
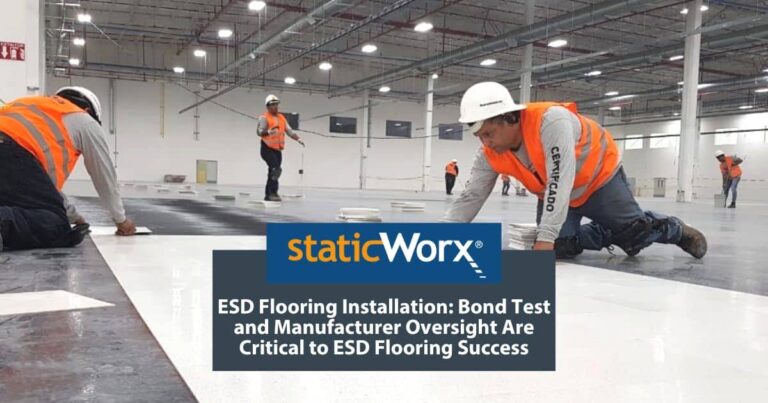
If the vapor barrier fails to adhere to the subfloor, tiles will lift. Bond test and manufacturer oversight are crucial to ESD floor installation success.

Blog Post: Conductive and Static-Dissipative Flooring: What’s the Difference?
The Layperson’s Answer
What’s the difference between conductive and static-dissipative flooring? Facts, analogies and images illustrate the difference in easily understood terms.
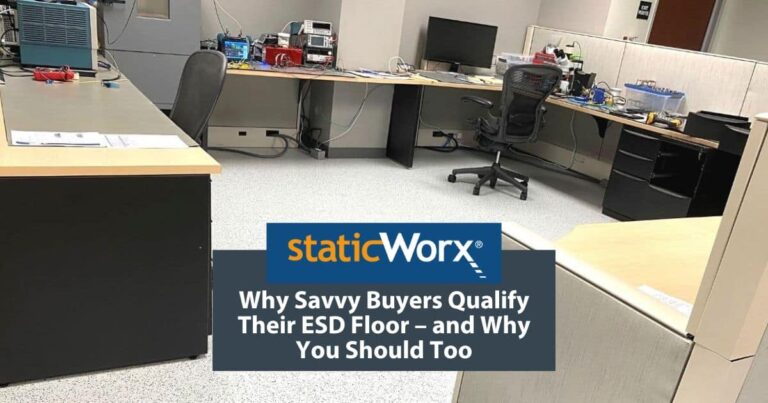
Qualifying an ESD floor helps ensure you get the floor you paid for. Find out why you should always qualify according to ESD S20.20
Qualification is the first step in selecting an ESD floor. Learn how to perform resistance tests to be sure the floor meets electrical & safety standards.

Will bare concrete control static? Learn why concrete floors are unreliable & what precautions to take if you must work on a bare concrete floor.
A look at how the StaticWorx cartoon, 'Conductive Flooring Does Not Mean Antistatic Flooring,' was conceived and created.






