


Learn the differences between ESD solid vinyl tile and interlocking ESD tile. The post compares specs, installation, maintenance and intangibles.


Space may be tight, personnel and equipment crowding the shop floor, and operations managers have to balance the enormous cost of lost productivity against the need to protect new parts and devices.
A major part of any ESD control program is getting the proper flooring in place. Foreign objects and debris (FOD) can affect the reliability of parts and assemblies. How can one replace a floor without generating any debris? What if the subfloor is in such poor condition that it prevents a standard installation? What will make up for the lost time?
Space may be tight, personnel and equipment crowding the shop floor, and operations managers have to balance the enormous cost of lost productivity against the need to protect new parts and devices.
A major part of any ESD control program is getting the proper flooring in place. Foreign objects and debris (FOD) can affect the reliability of parts and assemblies. How can one replace a floor without generating any debris? What if the subfloor is in such poor condition that it prevents a standard installation? What will make up for the lost time?


GroundLock Extreme interlocking tile met all the requirements. AMC appreciated the ruggedness of the tile, its chemical resistance and visually appealing, low-maintenance surface, which never needs wax.

As the tiles interlock, GroundLock installations require no adhesive. This adhesive-free installation allowed AMC to maintain full operations throughout the project. Expansion, contraction and doming of tiles, due to minor shifts in subfloor temperature, are the biggest obstacles to a perfect glue-free installation.
With GroundLock, two layers of fiberglass, sandwiched between the top and bottom layers of each tile, ensure dimensional stability. A completely automated manufacturing process — from the moment resins are extracted from rail cars all the way through packaging and palletization — guarantees precision interlocking and consistent tile thickness.
These precision joints enable workers of all skill levels to install GroundLock quickly, despite uneven subfloors, tight spaces or time constraints. The only necessary installation tools are a chalk line, dead-blow hammer and a bullet cutter. The installation process is simple enough that many users install GroundLock tiles themselves, over surfaces ranging from old carpet to raised access panels to failing VCT and epoxy floors.
Once placed, GroundLock tiles can handle any level of traffic, including forklifts and scissor lifts. Heavy SMT lines are easily moved and relocated, and carts and trolleys roll as easily as they would over bare concrete. As GroundLock requires no adhesives, vapor permeation has no effect on the integrity of the installation. The installation crew at AMC installed about 30,000 ft2 at a rate of almost 1,000 ft2 per installer per day — and turned the floor over on schedule for equipment relocation.
GroundLock Extreme interlocking tile met all the requirements. AMC appreciated the ruggedness of the tile, its chemical resistance and visually appealing, low-maintenance surface, which never needs wax.
As the tiles interlock, GroundLock installations require no adhesive. This adhesive-free installation allowed AMC to maintain full operations throughout the project. Expansion, contraction and doming of tiles, due to minor shifts in subfloor temperature, are the biggest obstacles to a perfect glue-free installation.
With GroundLock, two layers of fiberglass, sandwiched between the top and bottom layers of each tile, ensure dimensional stability. A completely automated manufacturing process — from the moment resins are extracted from rail cars all the way through packaging and palletization — guarantees precision interlocking and consistent tile thickness.
These precision joints enable workers of all skill levels to install GroundLock quickly, despite uneven subfloors, tight spaces or time constraints. The only necessary installation tools are a chalk line, dead-blow hammer and a bullet cutter. The installation process is simple enough that many users install GroundLock tiles themselves, over surfaces ranging from old carpet to raised access panels to failing VCT and epoxy floors.
Once placed, GroundLock tiles can handle any level of traffic, including forklifts and scissor lifts. Heavy SMT lines are easily moved and relocated, and carts and trolleys roll as easily as they would over bare concrete. As GroundLock requires no adhesives, vapor permeation has no effect on the integrity of the installation. The installation crew at AMC installed about 30,000 ft2 at a rate of almost 1,000 ft2 per installer per day — and turned the floor over on schedule for equipment relocation.





To maintain performance, ESD floors require specially formulated products. We offer tips on what to consider when choosing cleaning supplies.

Static-dissipative floors transport harmful static charges to ground. Dissipative is also a term for flooring with a specific, measurable electrical resistance.

StaticWorx recognized as one of the fastest growing private companies in the U.S. 2023 marks StaticWorx fourth appearance on Inc. 5000 list.

Conductive and dissipative flooring protect electronics by transporting charges to ground, conductive at a quicker rate, dissipative slower & more controlled.
We explain the 3 main ways to test an ESD floor: Electrical resistance; body voltage & ESD audits, with advantages and reasons for each.
Three critical factors—application, industry standards & footwear—help you choose the best ESD floor, while ensuring the safety & efficiency of your operations.

StaticWorx Founder and President Dave Long shares three of his recommended reads: Quit, How to Change, and The Goal.
There are leadership qualities StaticWorx strives to embody every day, with every product, throughout each project.
No matter how you slice and dice a project, an ESD floor is a major investment. This blog post examines five ways to keep undue costs down.
What’s the difference between static control and static resistant? Or anti-static flooring? Find out more in our blog post.
A well-designed, comprehensive, fully realized program is a must for manufacturers serious about ESD control. Learn why ESD programs fail.
ESD Floors should never be specified based on the descriptive terms conductive or static dissipative. Always base ESD specs on verifiable metrics. Find out why.
<a class="eael-grid-post-link" href="https://staticworx.com/case-studies/esd-flooring-failure-incorrect-testing/" title="Blog Post: Case Study: ESD Flooring Failure, Incorrect Testing: Always Qualify Your Floor Using ANSI/ESD Test Methods">Blog Post: Case Study: ESD Flooring Failure, Incorrect Testing: Always Qualify Your Floor Using ANSI/ESD Test Methods
To comply with relevant ESD standards, test electrical properties using methods outlined in ESD S20.20. For best results require testing by an independent lab.
<a class="eael-grid-post-link" href="https://staticworx.com/installing/esd-flooring-installation-bond-test-manufacturer-oversight-critical/" title="Blog Post: ESD Flooring Installation:
Bond Test and Manufacturer Oversight Are Critical to ESD Flooring Success">Blog Post: ESD Flooring Installation:
Bond Test and Manufacturer Oversight Are Critical to ESD Flooring Success
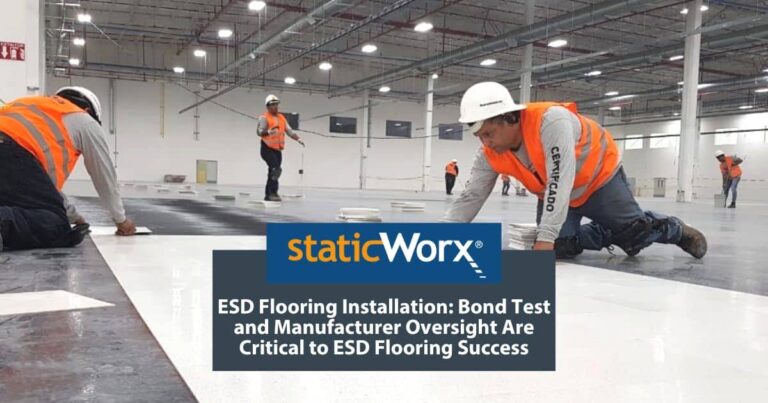
If the vapor barrier fails to adhere to the subfloor, tiles will lift. Bond test and manufacturer oversight are crucial to ESD floor installation success.

<a class="eael-grid-post-link" href="https://staticworx.com/technical-info/conductive-static-dissipative-flooring-difference/" title="Blog Post: Conductive and Static-Dissipative Flooring: What’s the Difference?
The Layperson’s Answer">Blog Post: Conductive and Static-Dissipative Flooring: What’s the Difference?
The Layperson’s Answer
What’s the difference between conductive and static-dissipative flooring? Facts, analogies and images illustrate the difference in easily understood terms.
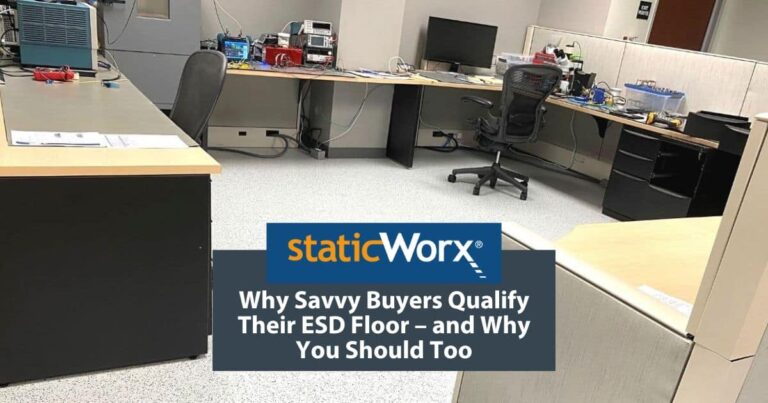
Qualifying an ESD floor helps ensure you get the floor you paid for. Find out why you should always qualify according to ESD S20.20
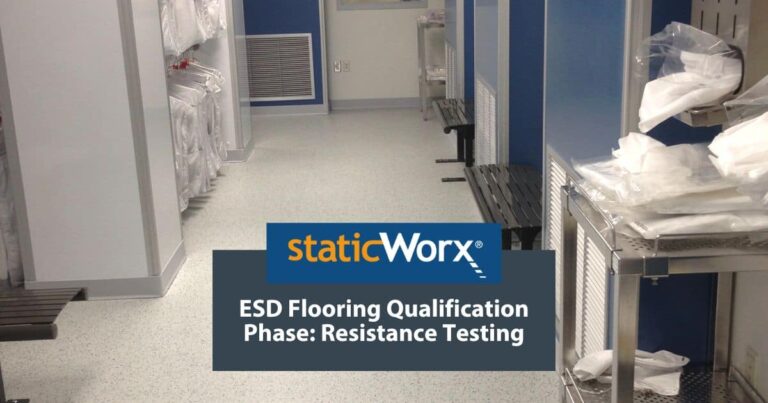
Qualification is the first step in selecting an ESD floor. Learn how to perform resistance tests to be sure the floor meets electrical & safety standards.

Will bare concrete control static? Learn why concrete floors are unreliable & what precautions to take if you must work on a bare concrete floor.
A look at how the StaticWorx cartoon, 'Conductive Flooring Does Not Mean Antistatic Flooring,' was conceived and created.






